


№ 3 (2015)

ТЕХНОЛОГИЯ
ФИНИШНАЯ АНТИФРИКЦИОННАЯ ЭЛЕКТРОМЕХАНИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ
Аннотация
Приведены результаты исследований электромеханической обработки поверхностей стальных деталей трибосистем с предварительным нанесением на поверхность обрабатываемых деталей тонкого антифрикционного слоя из различных твердых смазочных материалов, позволяющим изменить структуру поверхностного слоя, повысить его износостойкость и эксплуатационные характеристики, особенно антифрикционность. Способ обработки с предварительным нанесением антифрикционного материала на поверхность детали с последующей электромеханической обработкой назван АФЭМО. В результате исследований установлено, что АФЭМО позволяет снизить момент трения образцов трибопары. Термодеформационное воздействие в процессе АФЭМО позволяет получить упрочненный поверхностный слой с твердостью до 9 ГПа и участками с твердосмазочным антифрикционным покрытием, что повышает износостойкость и антифрикционные свойства поверхностного слоя деталей, а также коррозионную стойкость. Минимальный момент трения имеют образцы поверхности которых обработаны АФЭМО с предварительным нанесением антифрикционного материала натиранием поверхности детали и нанесением антифрикционного материала в виде суспензии в смеси с поверхностно-активным веществом (ПАВ). В случае применения натирания для нанесения твердосмазочного материала лучшие результаты показала бронза. При использовании в качестве антифрикционного материала ультрадисперсного скрытокристаллического графита (СКГ) и дисульфида молибдена в смеси с ПАВ глицерином скорость изнашивания трибосопряжения минимальна в сравнении с применением других твердых смазок и при обработке по традиционной технологии поверхностного упрочнения. Скорость изнашивания деталей после АФЭМО, по сравнению с деталями обработанными по «классической» технологии ЭМО, снижается на 10…20%. Общая закономерность влияния АФЭМО на микротвердость стальных образцов заключается в изменение степени упрочнения по глубине зондируемого слоя с максимумом микротвердости у поверхности, зависящим, главным образом, от величины силы тока.
Обработка металлов (технология • оборудование • инструменты). 2015;(3):6-15
 6-15
6-15



ВЛИЯНИЕ ТЕМПЕРАТУРЫ ЭЛЕКТРОЛИТА И КАТОДНОЙ ПЛОТНОСТИ ТОКА НА КАЧЕСТВО И ТОЛЩИНУ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ ПРИ ВОССТАНОВЛЕНИИ РАБОТОСПОСОБНОСТИ ЗЕРКАЛЬНОЙ ПОВЕРХНОСТИ ГИЛЬЗ ГИДРОЦИЛИНДРОВ
Аннотация
Одной из основных причин выхода из строя гидроцилиндров являются царапины и задиры на зеркальной поверхности гильзы. Рассмотрены методы восстановления зеркальной поверхности гильз гидроцилиндров, в частности метод ремонтных размеров и метод «пластинирования» внутренних поверхностей. Показано, что восстановление дефектов, связанных с нарушением герметичности, возможно гальваническим методом. Использовались образцы размерами 25х25х5 мм, изготовленные из стали 45 ГОСТ 1050-88. Подготовка образцов перед нанесением покрытия включала механическую и химическую обработки. Проведены экспериментальные исследования влияния катодной плотности тока и температуры электролита на качество и толщину никелевого покрытия. Установлено, что при температуре равной 40° С получена максимальная толщина покрытия в исследованном диапазоне плотностей тока. Наблюдалось равномерное распределение покрытия по поверхности образца при плотности тока 9 А/дм 2 при минимальной его пористости. Снижение плотности тока приводит к увеличению пористости покрытия. При плотности тока 12 А/дм 2 QUOTE получены покрытия с губчатыми осадками и дендритной структурой.
Обработка металлов (технология • оборудование • инструменты). 2015;(3):16-22
16-22
КЛАССИФИКАТОР МАРШРУТНЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ГЕОХОДА
Аннотация
Рассмотрены вопросы повышения эффективности технологической подготовки при освоении новой продукции (на примере изделия геоход) в условиях единичного и мелкосерийного производства. На основе анализа конструкции изделий произведено их группирование по конструктивно-технологическим признакам, что позволило составить граф (типа дерево) обработки комплексной детали с учетом конкретных конструктивных особенностей. Направлениям движения по отдельным ветвям присвоены коды, из которых в дальнейшем формируется код конкретной детали. Технологический маршрут рассматриваемой детали, отнесенной к определенной группе, формируется путем выбора операций обработки элементарных поверхностей, имеющихся у данной детали, из маршрута, составленного для типового представителя. Представленный классификатор составляет основу для повышения эффективности технологической подготовки производства, расширения системы материально-технического обеспечения производства, дальнейшего расширения нормативной справочной базы, общего повышения уровня производственной культуры сотрудников.
Обработка металлов (технология • оборудование • инструменты). 2015;(3):23-30
23-30
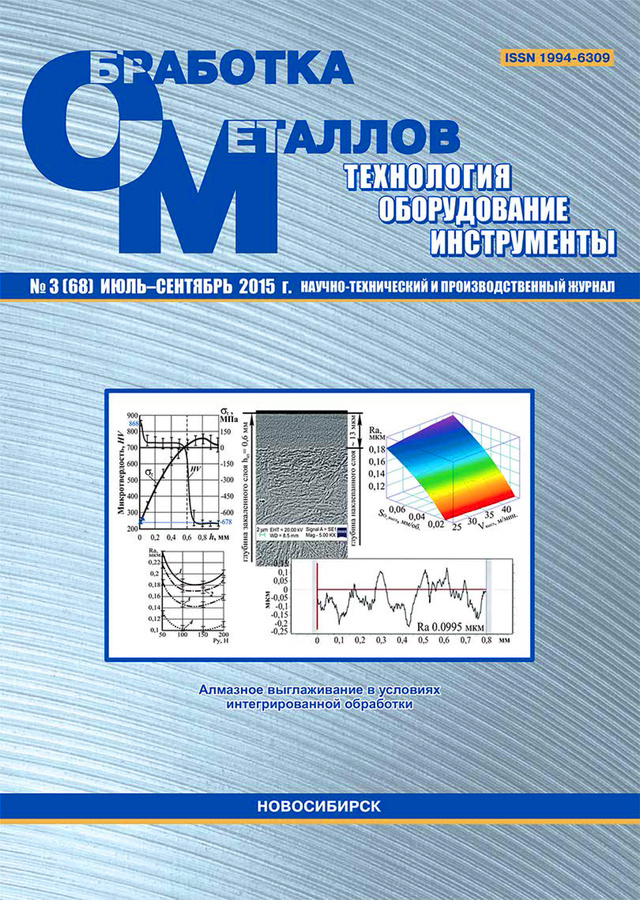
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ФОРМИРОВАНИЯ ПАРАМЕТРОВ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ ПРИ АЛМАЗНОМ ВЫГЛАЖИВАНИИ В УСЛОВИЯХ ИНТЕГРИРОВАННОЙ ОБРАБОТКИ
Аннотация
Цель: Формирование требуемых эксплуатационных характеристик деталей машин в основном обеспечивается на завершающей стадии технологического процесса их производства. В связи с этим ставится задача исследовать особенности обеспечения параметров качества поверхностного слоя изделий, достигаемых на последнем переходе - алмазном выглаживании - комплексированной обработки. Методы: Эксперименты проводились на токарном станке, оснащенного дополнительным источником энергии, в качестве которого использовался выносной закалочный контур, реализующий высокоэнергетический нагрев токами высокой частоты. Структурные исследования производили с применением оптической и растровой микроскопии. Напряженно-деформированного состояния поверхностного слоя детали оценивали посредством механического и рентгеновского методов определения остаточных напряжений. Оценку шероховатости поверхности производили на профилограф-профилометрах Form Talysurf Series 2 и Zygo New View 7300. Результаты и обсуждение: Установлено, что при алмазном выглаживании образцов из стали 45, в условиях предложенного принципа интегрирования, позволяющего осуществить обработку деталей от одной технологической базы, становится возможным повысить поверхностную микротвердость и уровень остаточных напряжений сжатия, достигнутых на переходе поверхностной закалки токами высокой частоты. Экспериментально подтверждено, что после алмазного выглаживания в поверхностно-закаленном образце формируется упрочненный (наклепанный) слой толщиной 0,01…0,02 мм, микротвердость которого составляет ~ 868 HV , при этом уровень сжимающих напряжений в поверхностном слое возрастает до значений и s t = -678±20 МПа. Определен рациональный диапазон изменения силы выглаживания Рy Î [100; 150] Н, в котором гарантировано минимальное значение параметра шероховатости Ra = 0,18±0,08 мкм. Получены функциональные зависимости параметра Ra от режимов обработки, которые можно рекомендовать к использованию при назначении режимов алмазного выглаживания, исходя из обеспечения высокой производительности и требуемой шероховатости поверхности.
Обработка металлов (технология • оборудование • инструменты). 2015;(3):31-41
31-41
ПРИМЕНЕНИЕ АКУСТИЧЕСКОГО МЕТОДА КОНТРОЛЯ ДЛЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Аннотация
Рассматривается контроль современных композиционных материалов методом акустической эмиссии после механической обработки. Данные материалы широко используются при производстве деталей машин, являясь заменителями цветных металлов (свинца, меди, цинка, латуни, бронзы) и редких материалов с особыми физико-механическими свойствами (легированных сталей). В производственных условиях при проведении измерений и контроля свойств материала приходится разрушать целостность исследуемого образца, что зачастую требует больших затрат средств и времени. Проведенные исследования композиционных материалов позволяют выявить внутренние дефекты, посторонние включения и неоднородность без разрушения изделия методами неразрушающего контроля, в частности эхо-методом.
Обработка металлов (технология • оборудование • инструменты). 2015;(3):42-48
42-48
ФОРМИРОВАНИЕ МИКРОГЕОМЕТРИИ РЕЗА АЛЮМИНИЕВЫХ И МЕДНЫХ СПЛАВОВ ПРИ ТОНКОСТРУЙНОЙ ПЛАЗМЕННОЙ РЕЗКЕ
Аннотация
Рассмотрены вопросы формирования микрогеометрии реза алюминиевых и медных сплавов при тонкоструйной плазменной резке, которая является перспективной технологией заготовительного производства. Экспериментальные исследования проводились на образцах из алюминия А5М и меди М1, выполненных из листового проката толщиной 3 мм и 2 мм, соответственно. Установлено, что формирование морфологии поверхности реза алюминия определяется как процессами взаимодействия плазменного столба дуги с обрабатываемым материалом, так и осаждения части расплава в нижней части реза. Последнее объясняется недостаточной эффективностью газодинамических потоков для полного удаления продуктов расплава из канала реза вследствие высокой кинематической вязкости обрабатываемого материала. Показано, что осаждение расплава на поверхности реза ухудшает его микрогеометрию, формируя шероховатость R a = 12,1 мкм. Высокая кинематическая вязкость алюминия не позволяет исключить гратообразования на кромках реза. При тонкоструйной плазменной резке меди морфология поверхности реза имеет однородный характер без следов осаждения расплава. При регулярном характере рельефа поверхности реза ее шероховатость достигает значений R a = =5,98 мкм. Формирование канала реза меди не сопровождается образованием грата на его кромках.
Обработка металлов (технология • оборудование • инструменты). 2015;(3):49-57
49-57
СТЕПЕНЬ ЛОКАЛИЗАЦИИ ПРОЦЕССА ПРИ ИНТЕНСИФИКАЦИИ АНОДНОГО РАСТВОРЕНИЯ МЕДИ
Аннотация
Приводится оценка степени локализации процесса при интенсификации анодного растворения меди при электрохимической обработке (ЭХО) в условиях механической и гидродинамической активации. Показаны процессы гидродинамического воздействия струи электролита, направленной вдоль и перпендикулярно к поверхности анода и механическое обновление анода на электрохимическое растворение меди. Представлены результаты оценки степени локализации процесса растворения меди в 5 % KCl при гидродинамическом воздействии струи электролита, направленной перпендикулярно к поверхности анода, и при гидродинамическом воздействии струи электролита, движущейся вдоль поверхности анода, а также в условиях механического обновления обрабатываемой поверхности анода. Проведенные исследования позволили выявить характер анодного растворения меди при вышеперечисленных способах активации процесса ЭХО. Дана количественная оценка степени локализации процесса при различных способах интенсификации анодного растворения меди.
Обработка металлов (технология • оборудование • инструменты). 2015;(3):58-65
58-65
ОБОРУДОВАНИЕ. ИНСТРУМЕНТЫ
ШЛИФОВАНИЕ МИКРОПОРИСТЫХ ПОКРЫТИЙ ИМПРЕГНИРОВАННЫМИ КРУГАМИ
Аннотация
Высокая химическая и адгезионная активность микропористых покрытий на никелевой и железной основе к абразивным зернам шлифовальных кругов способствует схватыванию контактирующих тел и интенсивному налипанию частиц покрытия на рабочую поверхность режущего инструмента. Эти явления вызывают рост тепловой и силовой напряженности процесса, вследствие чего возрастает износ кругов, шероховатость поверхности, в поверхностных слоях деталей происходят структурные и фазовые превращения. Поэтому одной из первоочередных задач для повышения эффективности шлифования является с одной стороны, снижение температуры, а с другой - уменьшение бесполезных затрат энергии. Адгезионно-химическую активность микропористых покрытий к абразивным зернам можно уменьшить за счет изыскания способов, снижающих поверхностную энергию контактирующей пары. В теории физико-химической механики материалов основным является положение об облегчении деформирования тел в присутствии среды, содержащей поверхностно-активные вещества. В статье предлагается путь повышения эффективности процесса шлифования микропористых покрытий за счет снижения взаимодействия контактирующих пар внедрением в зону резания специальных составов, которые при соприкосновении с ювенильными поверхностями обрабатываемого материала образуют на нем защитные пленки и тем самым препятствуют прямому контакту покрытия с зернами круга. С этой целью испытаны новые составы жидких импрегнаторов при обработке микропористых покрытий на плоскошлифовальном станке методом врезного шлифования без применения смазочно-охлаждающих жидкостей. Импрегнаторами для кругов служили водорастворимые полимеры, а также водные растворы аминов, жирных кислот и карбамидов. В результате проведенных комплексных исследований режущей способности кругов из электрокорунда на керамической связке, пропитанных различными составами импрегнаторов в сравнении с непропитанным кругом и влияния импрегнаторов на основные показатели процесса шлифования (стойкость и износ абразивного инструмента, энергетические затраты, шероховатость шлифованной поверхности) установлено, что в рассмотренных условиях импрегнированные круги из электрокорунда обладают более высокой режущей способностью по сравнению с непропитанным кругом. Оценка результатов исследований по рейтинговому методу показала, что наибольшей режущей способностью при плоском шлифовании микропористых покрытий на никелевой и железной основе обладают круги пропитанные импрегнатором на основе триэтаноламина и олеиновой кислоты.
Обработка металлов (технология • оборудование • инструменты). 2015;(3):66-74
66-74
ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ
Аннотация
Обработка глубоких отверстий сопровождается вибрациями системы СПИЗ различного рода. Среди них выделяют резонансные вибрации, возникающие при кратности частоты вынужденных колебаний, зависящей от режимов обработки, частоте собственных колебаний инструмента. Они приводят к появлению погрешностей формы и размера отверстия. Для уменьшения амплитуды резонансных вибраций предложен метод обработки глубоких отверстий, заключающийся в использовании инструмента, оснащенного гироскопическим стабилизатором. Предложен новый инструмент для обработки глубоких отверстий. Разработана и изготовлена экспериментальная установка для исследования процесса гашения колебаний инструмента по предложенному методу. Достигнуто уменьшение амплитуды резонансных колебаний в 9 раз при частотах вынужденных колебаний в диапазоне 152…1100 рад/с для частот собственных колебаний модели инструмента ω 01 = 9,41 рад/с, ω 02 = 9,55 рад/с, ω 03 = 9,99 рад/с, ω 04 = 10,11 рад/с. Установлено, что для достижения наименьшего значения амплитуды вибраций, необходимо поддерживать систему СПИЗ в состоянии, близком к резонансному. Это позволит минимизировать увод оси отверстия и его последствия, снижающие точность обработки глубокого отверстия.
Обработка металлов (технология • оборудование • инструменты). 2015;(3):75-81
75-81
МАТЕРИАЛОВЕДЕНИЕ
СРАВНЕНИЕ СПОСОБОВ АКТИВАЦИИ МЕДНОГО ПОРОШКА ПМС-1 ДЛЯ СИНТЕЗА ИЗДЕЛИЙ МЕТОДОМ SLS
Аннотация
Развитие методов послойного синтеза готовых прототипов и изделий позволяет внедрять данные технологии в различные сферы деятельности, начиная от легкой и заканчивая военной промышленностью и медициной. Особый интерес вызывает возможность изготовления металлических изделий сложной геометрической формы. Технологии послойного лазерного спекания дают возможность использовать в качестве строительного материала металлические порошки и их смеси. Исходные физико-химические свойства порошков определяют условия и технологические режимы, при которых будет проходить синтез изделия. К таким свойствам относятся: гранулометрический состав, форма частиц, температура плавления, теплопроводность материала и др. В процессе спекания металлических порошков возникает эффект коагуляции, что отрицательно влияет на качество спекаемого изделия. Одним из способов изменения начальных свойств порошка, а так же изменение эффекта коагуляции, является его предварительная активация. В данной работе представлены результаты экспериментальных исследований, влияния предварительной активации порошка марки ПМС-1 (ГОСТ 4960-09) на изменения его первоначальных свойств. Показано изменение пористости и механической прочности образцов, полученных методом селективного лазерного спекания (СЛС) в зависимости от способа активации порошка. Активация порошка проводилась гамма-излучением радиоактивного изотопа Со60 и механически. Насыпная плотность порошка определялась методом «воронки». Изменение структуры порошка определялось на металлографическом микроскопе. Экспериментальные образцы изготавливались на технологическом лазерном комплексе «ВАРИСКАФ-100М». Механическая прочность на сжатие определялась на настольной универсальной испытательной системе. Результаты экспериментов показали, что при механической активации значительно изменяются гранулометрические свойства порошка. Частицы порошка образуют агломераты пластинчатой формы размерами до 0,5 мм. Насыпная плотность порошка, активированного механическим способом, увеличивается до 35 % при времени обработки 1,5 минуты и до 45 % при 3 минутах. В результате лазерного воздействия наблюдаются процессы, как спекания частиц порошка, так и полного их сплавления. При активации ионизирующим излучением структура и насыпная плотность порошка не изменяется. При спекании наблюдается повышенная окисленность материала и усадка образца.
Обработка металлов (технология • оборудование • инструменты). 2015;(3):82-88
82-88
УСТАЛОСТНАЯ ПРОЧНОСТЬ ЛАЗЕРНЫХ СВАРНЫХ ШВОВ СТАЛИ 12Х18Н10Т
Аннотация
Основные трудности, возникающие при сварке аустенитных сталей, связаны с необходимостью повышения стойкости металла шва и околошовной зоны против образования горячих трещин, которые обычно подразделяют на кристаллизационные и подсолидусные. Повышение сопротивляемости металла к образованию кристаллизационных трещин достигается путем подавления столбчатой кристаллизации и измельчения структуры за счет повышения скорости охлаждения, чистоты сплавов по примесям, использования легирования элементами-модификаторами или элементами, способствующими образованию высокотемпературных вторых максимально пластичных фаз (например δ-феррита). Эти пути сужают температурный интервал хрупкости и повышают запас пластичности. Для повышения сопротивляемости аустенитных сталей образованию подсолидусных горячих трещин при сварке рекомендуют: легирование сплавов элементами, способствующими созданию фрагментарной литой структуры, повышение чистоты основного металла по примесям внедрения, сокращение времени нахождения металла при температуре высокой диффузионной подвижности (увеличение скорости охлаждения металла сварных швов), ограничение деформаций за счет выбора рациональной конструкции соединений и др. Перечисленные выше направления реализуются при лазерной сварке, которая характеризуется высокими скоростями нагрева и охлаждения, малой длительностью пребывания металла в расплавленном состоянии, Это способствует уменьшению диффузионного взаимодействия и формированию мелко-дисперсной фрагментарной литой структуры материала шва. Интенсивное конвективное перемешивание расплава в сварочной ванне способствует удалению неметаллических включений. Особую роль могут играть добавки тугоплавких нанопорошков (НП) в формирующийся материал сварных швов. Специально подготовленные хорошо смачиваемые тугоплавкие нанопорошковые частицы при вводе их расплав формирует дисперсную систему, в которой ядром каждой частицы суспензии служит твердая фаза. В результате этого каждая наночастица становится потенциальной затравкой для зарождения новой фазы. Благодаря этому в расплаве в процессе его охлаждения формируется мелкодисперсная кристаллическая структура, вследствие чего повышаются механические характеристики затвердевшего сплава. В статье обсуждается проблема повышения прочности сварного шва на примере стали марки 12Х18Н10Т (AISI 321). Неразъемные сварные соединения выполнены при помощи лазерной сварки с применением нанопорошковых добавок. В ходе работы определены значения усталостной прочности сварных соединений, полученных с помощью СО2-лазера без добавок и с добавками нанопорошков TiN и Y2O3, плакированных титаном и железом. Исследована роль микроструктуры, размера зерна, характера распределения микротвердости в формировании поверхности разрушения при выбранных условиях испытаний. Установлено, что среднее значение временного сопротивления для сварного шва составило 690 МПа, что превышает его значение для самой стали (650 МПа). Даже присутствие микропор в материале сварных швов не снизило прочностные свойства по сравнению с основой. Рельеф изломов образцов соответствует вязкому разрушению. Добавки нанопорошков увеличили долговечность материала полученных соединений в 2,8 раза при значениях максимального напряжения цикла более 460 МПа. При этом зоны долома по механизму вязкого разрушения составляли 65 % от всей площади изломов образцов с нанопорошками и 78 % - без них. При меньших значениях максимальных напряжений цикла доля зоны долома составляла около 50 % площади изломов образцов.
Обработка металлов (технология • оборудование • инструменты). 2015;(3):89-98
89-98
СТРУКТУРНО-ФАЗОВОЕ СОСТОЯНИЕ И ЦИКЛИЧЕСКАЯ ДОЛГОВЕЧНОСТЬ ВЫСОКОХРОМИСТОЙ СТАЛИ 40Х13, ОБРАБОТАННОЙ ИНТЕНСИВНЫМИ ПОТОКАМИ ИОНОВ АЗОТА
Аннотация
Исследовано влияние ионно-лучевого азотирования на структурно-фазовое состояние и циклическую долговечность высокохромистой мартенситной стали 40Х13. Установлено, что обработка стали интенсивными потоками ионов азота эффективно повышает ее микротвердость и сопротивление усталостному разрушению в области многоцикловой усталости. Сделано заключение, что на циклическую долговечность большое влияние оказывает уровень действующих в поверхностных слоях напряжений сжатия. Наиболее высокие уровни напряжений сжатия и циклической долговечности достигаются в результате ионной обработки стали при 670 К, обеспечивающей наряду с образованием нитридов также и высокую концентрацию растворенного в матричной фазе азота.
Обработка металлов (технология • оборудование • инструменты). 2015;(3):99-106
99-106